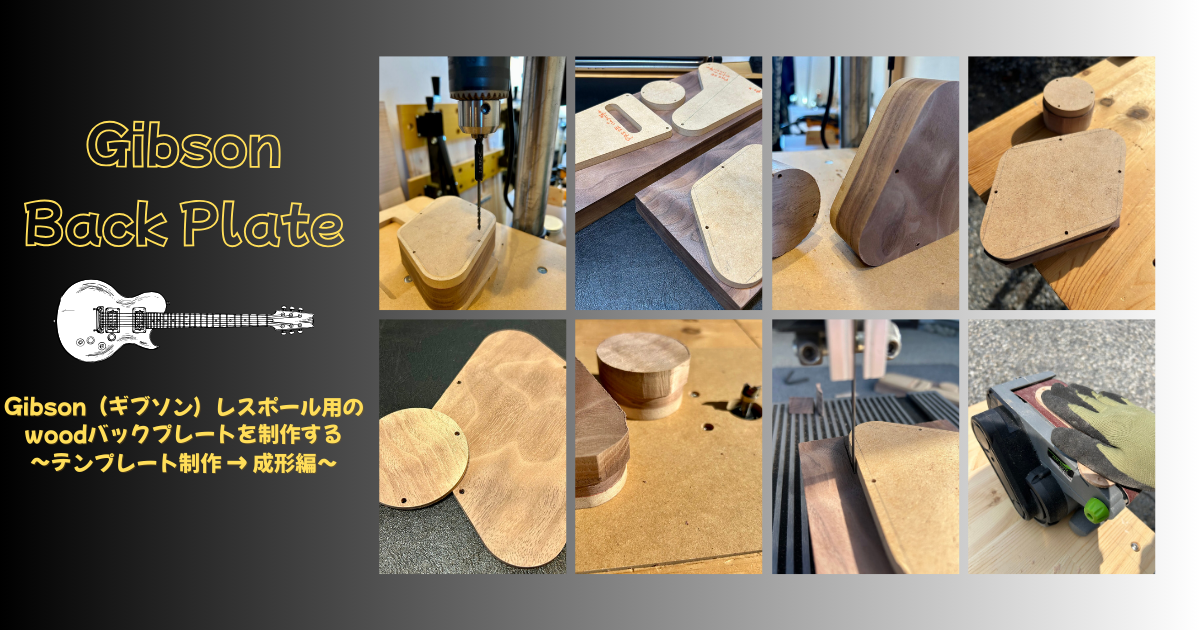
今回はタイトル通り、Gibsonレスポールのバックプレートを作ってみました。
「Gibsonの純正バックプレートが一番かっこいい」という意見に大いに賛成、自分もそう思う時がある。
ですが、「woodもいいじゃん」と思い、作ってみることにしました。
制作手順はPRS SEのバックプレートとほぼ一緒なので、すごく詳細な部分まで解説しているPRS SEバックプレート制作記事を併せてご参照ください。
今回の記事では大まかな制作過程を追いながら、相違がある部分を主に書いていきたいと思います。
PRS SEバックプレート制作記事3部作はこちら↓


innermountain GUITAR and miscellaneousでは、ブログ記事で紹介しているハンドメイドのギターパーツ等を販売しています。ブログ記事と併せてこちらも覗いていただけると嬉しく思います。
よろしくお願いします!

材料の切り出しと成形
テンプレートを制作した後、一枚の板からバックプレートの形になるよう、切り出して成型していきます。
ここはPRS SEのバックプレートと作り方は一緒です。
ネジ穴はギブソンレスポールの場合、PRS SEが3.5mmのところ、2.6mmで作っていきます。
テンプレートを作る
まずはテンプレートを作っていきます。
純正をMDF板に貼り付け、バンドソーでラフカット、トリマーで習い加工します。
出来上がりはこんなです。

うっかりテンプレートにした純正バックプレートを削ってしまわないように注意しましょう。
純正やっちまいそうで怖い怖い。
テンプレートを材料に貼り付け成形
作ったテンプレートを材料に貼り付けて、バックプレートを作っていきます。
今回の材料はホワイトアッシュと縮杢の出ているウォールナットで制作します。

これは縮杢のウォールナット。ギラギラしてきれいですね♪
これにテンプレートを貼ります。
PRS SEのバックプレートも同時進行で作っていきます。

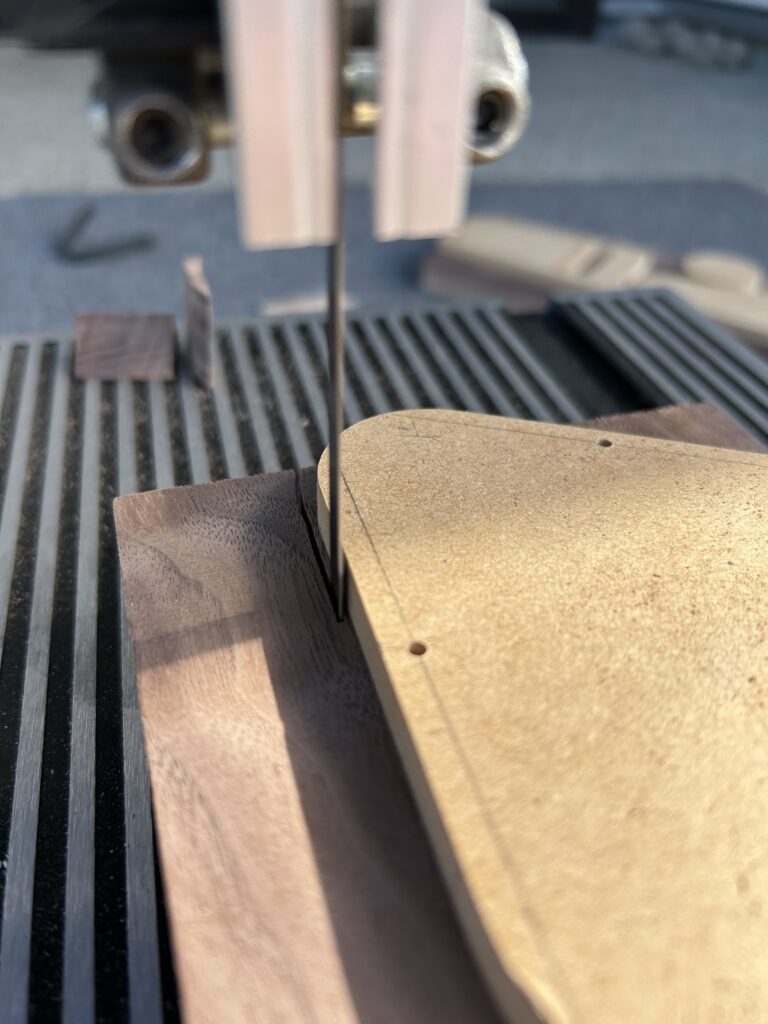
そうしたら、バンドソーでラフカットします。こいつです↓

楽器用の木材は、基本的に硬いものが多いです。
また、厚みも結構あるものをカットするので、手で切るのは大変ですし、糸鋸盤ではパワー不足でなかなかカットできません。
となると、バンドソー一択になってきます。
これならほんとにサクサクカットしてくれるので、作業がとても捗ります。
私は写真の「高儀 EARTH MAN RBS-195A」という機種を使っているんですが、お値段も比較的お安くて、使いやすいです。
では、ラフカットしていきます。
テンプレートのギリギリを切っていきます。
このあとトリマーで成形しますが、トリマーに負担なく作業できるよう、可能な限りテンプレートのギリを狙っています。


ラフカットが終わったら、テーブルトリマーでバックプレートの形にしていきます。
KYOCERA MTR-42というトリマーをテーブルへ逆さに取り付けて、安定した状態で習い加工をしていきます。
1回に1〜2mm程度をトリミングしていくので、トリマーの深さを調整しては削り、調整しては削りを繰り返します。
この MTR-42は胴体部分をクルクル回すだけで深さ調整できるので、こういう反復作業のときはとにかく効率がいいです。
すごく使い勝手がよいトリマーです。

1〜2mmずつ削っていき、半分手前まできたところ。

このトリマーテーブルは、自分で作ったものを使用しています。
アタッチメントでいろんな工具が取り付けられるような作りになっているテーブルですので、気になる方は作業台とアタッチメントの記事をご参照ください↓
↓こちらが作業台の記事

↓こちらが作業台に取り付けるアタッチメントの記事
2.6mmのネジ穴を開ける
外周の成形が終わったら、ボール盤でネジ穴を開けていきます。
Gibsonレスポールのバックプレートのネジ穴は2.6mmです。
このぐらいの大きさの穴なら、材料の下に板を敷いて一緒に穴を開ければ、バリが出たり、欠けることはあまりありません。

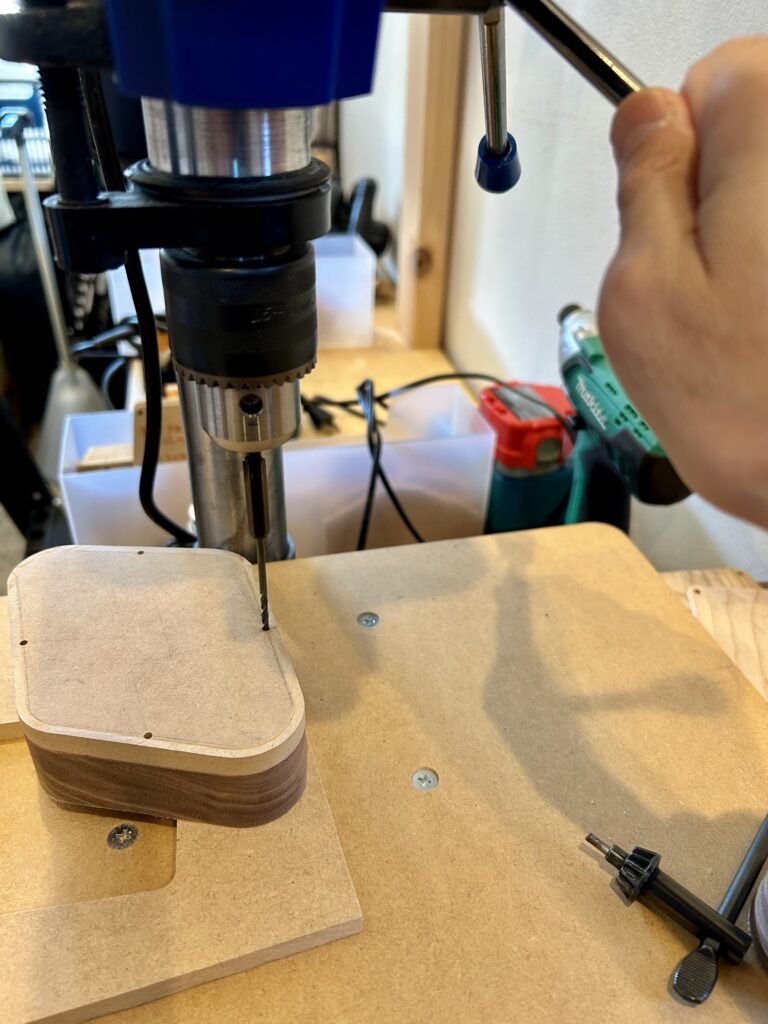
使用したボール盤は、高儀のEARTHMAN BB-250Aです。
このボール盤に限らず、高儀の製品はお値段が比較的安く購入しやすいです。
このボール盤はいまのところ故障はなく、購入してから何年も経ちますが問題なく使用できています。
バックプレートらしくなってきましたね。
続いてテンプレートを材料から取り外し、約25mmほどの厚みを切り分けていきます。

バックプレートの厚さを2.5mmまで調整する
厚みのある材料の切り分け
厚さ25mmのバックプレートを、5mmずつに切り分けていきたいと思います。
これでいくつバックプレーのセットが作れるか決まります。
Gibsonバックプレートを切った時の写真がなかったので、PRSを切った時の写真を参考までに。
使うのはテーブルソー。
テーブルへ丸ノコを逆さにして取り付けたものです。
このテーブルソー、自作なので作り方を詳しく解説した記事があります。
もしも「DIYするぜ!」という方がいましたらこちらをご参照ください↓


取り付けている丸ノコは、KYOCERAのW-1910です。
190mmのノコ刃を装着して、通常使いで切込深さの最大が68mmという仕様です。
テーブルソーにすると、テーブルの厚みの分だけ切込深さが浅くなるので、この場合は50mmくらいの切込深さになっています。
木材の厚みを切り分けるのって、正直難しいですよね。
この方法が今のところ一番効率が良く、唯一の解決策になっています。

1回では切込深さが足りず切り分けられないので、上下ひっくり返して再度テーブルソーでカットします。
バックプレートぐらいの大きさまでは、これで切り分けられます。
厚さが25mmなので、厚さ5mmを基準に少し厚めのものを含め4枚に切り分けられました。

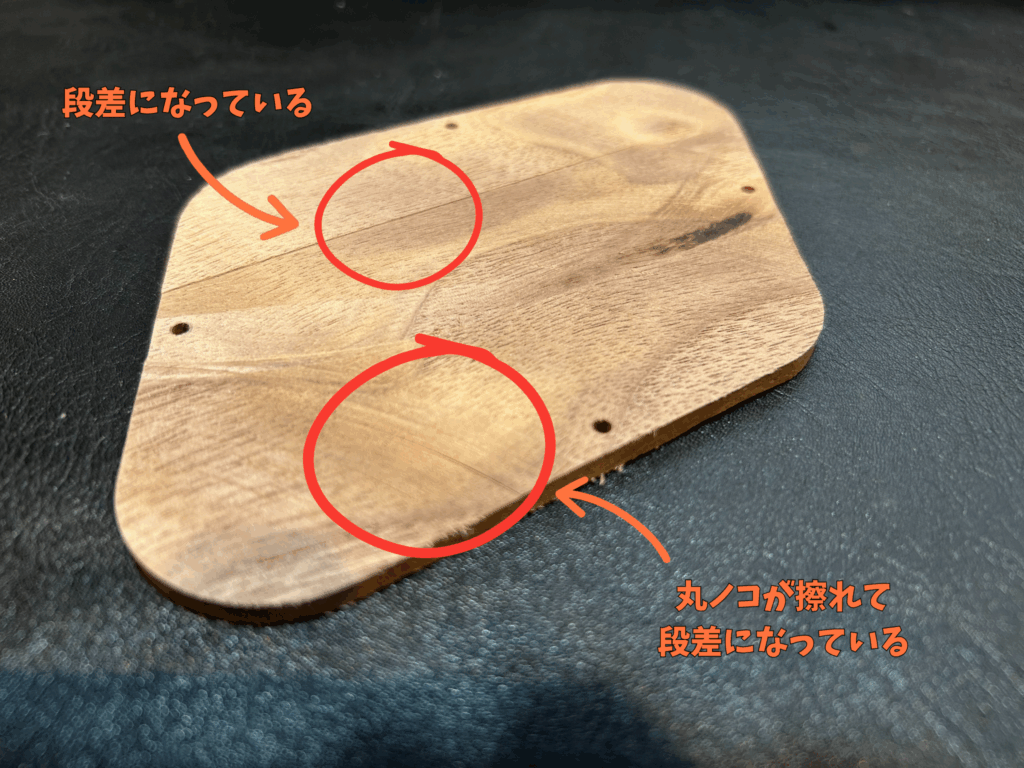
片面のみ平面を出す
このあと、作業台に貼り付けて、2.5mm〜3mm程度の厚みにしていきます。
その前段で、作業台に貼り付ける面だけ平面を作ります。
テーブルソーで2回に分けて切っているため、下の写真のように面に段差ができたりしています。
こいつを綺麗にしていきます。
この作業では、ベルトサンダーを使います。
これもGibson作ってる時の写真撮り忘れちゃって・・・PRSの時の写真を参考に添付します。

手まで平面出ししないようにちゃんと手袋をして、ベルトサンダーに押さえつけるようにして平面を作ります。
ちょっと怖いのですけどね。十分気をつけて。
ベルトサンダーは上向きにして、テーブルに専用のクランプで固定しています。
ベルトサンダーは高儀EARTHMANのBSD-110です。
研磨力がありあっという間に削れていくので、成形の過程で使用するにはベルトサンダーが一番。
一台あると便利な工具ですね。
専用クランプも付属で付いているので、テーブルへの固定も簡単です。
トリマーで3mm弱までの厚みを出す
厚み出しの治具とトリマーで厚みを作っていきます。
トリマーは成形で使ったMTR-42を治具のレーつの上に乗せて使います。
厚み出しをしている材料は、今回制作に使っている2つの材料のうちの1つ、ホワイトアッシュです。

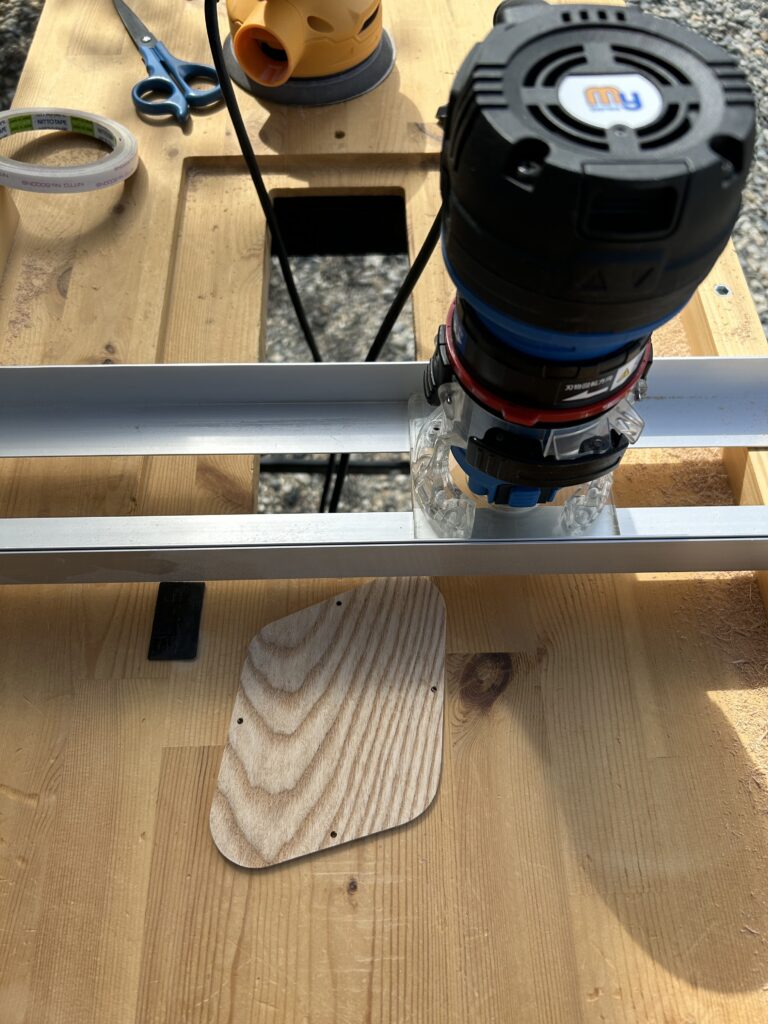
厚み出しをしている治具はどんなものかというと、レールの上でトリマーを動かすと、レールしたの材料がほぼ均等に削れていくというものです。
治具の制作や改良の様子はこちらで記事にしていますのでご参照ください。
最初に作った時の記事↓
改良した時の記事↓

ここで、PRS SEのバックプレート制作時と違う点が一つ。
厚み出しが完了した時点で、手磨きが楽なようにランダムサンダーでざっくり研磨していたんですが、今回はやめました。
なぜかというと、ここでランダムサンダーを使っても、手磨きでそんなに効率上がらなかったなと思って。
範囲は狭いし、材料固定して、ランダムサンダー出してきて、番手あげながらペーパー交換して・・・としているうちに、手で磨けてしまうな。
というわけで、ランダムサンダーでの研磨は割愛しています。
成形完了!
これでひとます、成形作業は完了です。
バックプレートになりましたね!

さて、次は研磨から塗装、ロゴ彫刻と進んでいきます。
写真でわかるように、トリマーで厚み調整した跡がくっきり残っているので、まずはこいつから研磨で綺麗にしていきます。
続きは「研磨〜塗装編」で紹介します。引き続き、こちらの記事をどうぞ!
少量ではありますが、「Yahoo!オークション」「メルカリ」にて製作したギターパーツ等の販売を行っています。
スローペースではありますが随時商品を追加していますので、以下のリンクからちょっと覗いていただけたら幸いです。
ありがとうございます!
また、制作のリクエストやオーダーメイドの依頼等にも可能であれば対応しております。
contactからご連絡ください。








コメント
コメント一覧 (2件)
[…] […]
[…] […]